特种车辆检修规程
随着工程机械行业的发展,修车技术也在随着进步。工程机械维修已不再是简单的零件修复,准确无误地诊断出故障所在,是现代工程修理维修的最高境界。目前拥有一套理念的发动机大修工艺流程不是每个维修工所能做到的,结合西山事业部车辆故障现状,特制定特种车辆检修规程。
一、发动机大修
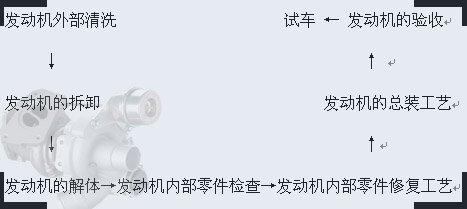
(一)柴油发动机修理工艺流程
(二)发动机大修前的准备工作
1、清洗发动机外部
用清洗剂或工机具对发动机的外部进行清理,去除缸盖、发动机四周以及油底壳的油污和泥土。以便拆卸时候能清楚看到螺丝。清理时只要洗去发动机表面的油污即可。
(三)发动机的拆卸
1、发动机从车架上拆下时,必须在完全冷却状况下进行。否则会造成某些零件的变形。拆卸原则:由副件到主件由外部到内部。
2、发动机从车架上拆下的步骤:
(1)放掉水箱内的水、机油。关闭油箱的开关。拆下油泵的油管接头。
(2)拆下电源线,取下发电机上的线。拆下水箱的进水管及各处的螺母。连接栓及销等。拿下水箱及架框
(3)拆下发动机罩、翼子板,拆下发动机上个附件的总成:空气滤清器、化油器、机油滤清器、汽油泵、水泵分电器、发电机、起动机、空气压缩机及机油压力传感器等
(4)拆卸变速器与飞轮壳及变速器后手制动、突缘与传动轴连接的螺母等。用吊具拆除变速器总成。
(5)拆下离合器拉杆及分离叉、传动轴,拆下发动机支撑杆及前后支撑架螺母。用绳索捆牢发动机。用发动机吊架吊下。
(四)发动机的解体
1、拆下进、排气管及缸盖出水管。
2、拆下气门室盖,拆下摇臂轴支座紧固螺母。把摇臂连轴一块拿出来。取下所有推杆。并作好顺序,以便安装.
3、 拆下缸盖、气缸垫。拆时,应从两端向中间均匀地拆卸。 ( 注意:严禁用起子撬缸盖,以防损坏缸盖及垫。)
4、 把发动机侧放,有气门的一边向上。检查离合器盖与飞轮上有无记号。如无记号,加上记号然后对称地拆下离合器固定螺栓。取下离合器的总成。
5、 拆下油底壳、衬垫,同时拆下机油泵的一些附件。
6、 转动曲轴最方便的位置,检查活塞顶、连杆大头的记号。如无记号,应在活塞顶、连杆大头用金属的东西按顺序作上记号。拆下连杆轴承座及衬垫,并按顺序地放好。用手式木棒,从缸体上部取下活塞连杆总成。应将连杆盖与连杆、衬垫按原样装固。
7、 拆下气门组,在气门完全关闭下,拆下气门卡簧及气门。
8、 拆下起动爪,取下锁片。用拉器拆下皮带轮及扭转减震器。
9、 拆下正时齿轮盖及衬垫。
10、 检查正时齿轮上有无标记。如无记号,应在两轮工作处作上记号。
11、将发动机倒置在工作台上,拆下主轴承,并依次把轴承放在各自的盖内,拿下曲轴,再把轴承及垫装回原位。并固定一下。
12、拆下曲轴后油封及飞轮壳。
13、分解活塞连杆组。
(五)发动机内部主要零件检查
1、曲轴的检查
曲轴的常见损伤,一般有疲劳裂纹、轴颈磨损、弯曲变形和扭转变形等。
(1)裂纹的检查。曲轴的裂纹一般出现在应力集中部位,如主轴颈或连杆轴颈与曲柄臂相连的过渡圆角处,表现为横向裂纹。也有在轴颈中的油孔附近出现沿轴向延伸的裂纹。
常用的检查方法有:磁力探伤仪检查、超声波探伤、X光探伤和浸油敲击法等。用磁力探伤仪检查时,使磁力线通过被检查的部位,如果轴颈表面有裂纹,在裂纹处磁力线会偏散而形成磁极,将磁性铁粉撒在表面上,铁粉会被磁化并吸附在裂纹处,从而显现出裂纹的位置和大小。浸油敲击法检查是将曲轴置于煤油中浸一会,取出后擦净并撒上白粉,然后分段用手锤轻轻敲击。如有明显的油迹出现,即该处有裂纹。
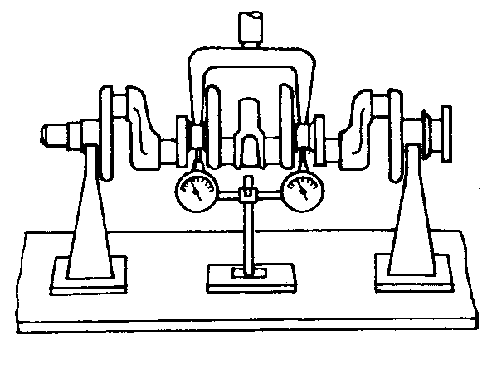
(2)弯曲变形的检查。将曲轴的两端用V型块支承在平板上,用百分表的触头抵在中间主轴颈表面,如图3-2所示。然后转动曲轴一周,表上指针的最大与最小读数之差,即为中间主轴颈对两端主轴颈的径向圆跳动误差,其误差如大于0.10mm,应更换曲轴。
2、气缸的检测
气缸的好坏取决于它的圆度和圆柱度这个两个数值和标准值的比较。
测量气缸圆度、圆柱度的方法及步骤:
(1)准备清洗干净的持修气缸体一台,与其内径相适应的外径千分尺、量缸表及 清洁工具等。
(2)将气缸孔内表面擦试洁净。
(3)安装、校对量缸表。
(4)用量缸表测量气缸孔第一道活塞环上止点处于平行于曲轴轴线方向的直
径,记入检测记录。
(5)在同一剖面内测量垂直于曲轴轴线方向的直径,记入检测记录。
(6)上述两次测量值之差的一半即为该剖面的圆度误差。
(7)用上述方法测量气缸孔第一道活塞环上止点至最后一道活塞环下止点行
程的中部,将这一横剖面的圆度误差,记入检测记录。
(8)用同样方法测量距气缸孔下端以上30mm左右处横剖面的圆度误差,记入
检测记录。
(9)三个圆度误差值中,最大值即为该气缸孔的圆度误差。
(10)上述3个测量横剖面,6个测量值,其中最大值与最小值之差的一半,即
为该气缸孔的圆柱度误差。
(11)确定修理尺寸:气缸磨损超过允许限度或缸壁上有严重的刮伤、沟槽和麻
点,均应采取修理尺寸法将气缸按修理尺寸搪削加大。
(12)气缸磨损其失圆度大于0.10mm。圆柱磨损大于0.35mm时,(气缸的磨损程度,以其中磨损最大的一个气缸为标准,悦动发动机气缸圆度小于或等于0.10mm,气缸圆柱度小于或等于0.35mm,,此气缸可继续使用;如果超出此磨损范围,则应对该发动机实施大修。)
3、活塞连杆组的检查。
(1)活塞检查主要是裙部直径、活塞环槽高度和活塞销座孔尺寸的测量
1)活塞裙部直径的检测可采用两种方法:一种方法是用千分尺测量活塞裙部规定的测量位置。将在此位置测得的数据与气缸磨损最大部位的测量值相减,并用所得差值与配缸间隙值相比较,即可确定该活塞可否使用。
另一种是采用测量配缸间隙的方法来确定活塞可否使用。将活塞倒置于相关的气缸中,销座孔平行于曲轴方向,在活塞受侧压力最大的一面,用塞尺(宽13mm,长200mm)垂直插入气缸壁与活塞裙部之间(与活塞一起放入)。以30N的力能拉动(感觉有轻微阻力时)即为合适。
2)活塞环槽的测量。安装气环的环槽,用标准气环装入其内,用塞尺测量其侧隙,即可确定其是否符合要求。油环槽和销座孔的测量可用千分尺直接测量。对于因磨损过多而超过装配间隙极限值的活塞,应更换,选用新活塞。
(六)发动机内部主要零件修复工艺
1、连杆铜套的铰销:
选择配套的铰具。用油标长尺测一下连杆小头的内径与铜套的外径。削时反正都铰一次。用销在里面试了再削铰。(连杆必须放在平态,再开始铰。所铰的角度、圈数一定平衡)标准:铰好的销在铜套内活动自如,没有旷量。
2、轴承的手工刮配(刮瓦)
(1)刮配连杆轴承:将装合好的连杆套在连杆轴颈上,拧紧连杆使轴承合金面与轴颈磨擦几次后拆下,根据轴承合金面与轴径磨擦印痕情况进行铰削。刮削方向:刮削时,第一刀刮削方向与瓦片中心线成45°角,第二次刮削仍与中心线成45°,但方向相反。刮削过程中,应刮大留小,刮重留轻。持刀、起刀、落刀要平稳。应保持铰刀锋利。最后保证有70%的工作面。达到的标准:转动自如,没有旷量,工作面多。如出现工作面只有半瓦,此时要检查修理曲轴。如此时装上,会出现泻油一般20公斤。如没有工作面,三者之间有着故障。
(2)主轴承的铰削:首先将各道主轴承装入主轴承座孔内,然后在所有主轴径上涂上一层红丹,将曲轴放上去转动数圈后抬下。若各道的轴承的印痕都在曲轴两端稍下,说明各主轴承的轴心线与主轴承座孔轴心线同轴。如印痕都在两端附近且各有差异。可略加修刮,使其一致。如仅在某些轴承上有印痕,而个别没有印痕,则说明轴承的厚薄不均,应进行更换。
轴中心线校好后:上上轴承盖,每拧一道转动曲轴数转后,松开螺栓,再拧一道。转动数圈后,再松再拧。依次类推。直到进行完毕。
达到的标准: 主轴承刮修完以后,把轴固定在气缸体上,按标准力矩拧紧。开始转动曲轴,感到有一定阻力。转动起来后应灵活自如,轻无阻滞现象。[切记:主轴颈与轴承表面涂机油]
(3)气门座的铰削工艺:根据气门直径选择合适的气门座铰刀。根据气门导管内径,选择铰刀导杆。导杆以能轻易推入导管孔内无旷量为宜。把粗砂布垫在铰刀下,放在气门座上。磨除座口硬化层铰削时,先用与气门锥角相同的铰刀。(一般45°),粗铰主锥带,以清除蚀口和变形。直至出现宽度达2mm以上完整销带为止。铰削时,两手用力均匀,沿圆周平稳铰削。然后用相配的气门试接触带,即在气门座上涂上颜色。用气门试配气门锥面上的印痕。理想的印痕在偏向门锥面的下方。距下缘1mm为宜。以便在以后的修理中,逐渐上移。
(七)发动机的总装工艺
发动机总装工艺:发动机的装合包括发动机、各组件的装配和发动机总装配两部分。安装的步骤随发动机的类型及结构的不同而异、。但总装原则,以气缸体为装配基础。由内向外逐段装配。
1、发动机总装之前的准备工作
发动机在装合之前的准备工作:发动机在装合前应认真清洗各零件。并吹干擦净。确保清洁。各零件不得有毛刺、擦伤、积炭和污垢。特别应检查并清洗缸体。曲轴上各润滑油道并用压缩机吹净。同时,还有场地的清洁,准备好必要的专用工具及配件。
2、发动机装合过程中的注意事项:
(1)准备安装的各零件及总成应经过试验台或检验后,保证质量合格。
(2)不可互换的组合件,应换原位安装。
(3)不得错乱对相互有记号的零部件,必须按方向、记号对正,不得装错。
(4)对有扭紧力矩要求的螺栓螺母,应按规定力矩拧紧。
(5)各部螺栓、螺母的锁止件,大修时,应全部换新。
(6)关键部位的重要配合,应符合标准规定。如活塞与缸臂、轴径与轴承的配合间隙,曲轴、凸轮轴的轴向间隙等等。
3、发动机的总装工艺
(1)装曲轴
(2)装凸轮轴对好正时标记
(3)按扎活塞连杆组
(4)安装气门总成
为检验气门座的修复是否合格,需要检查气门与气门座的气密性,以保障发动机正常工作。通常有以下几种方法检查气密性。
1)、将与气门座配套使用的气门放入气门导管孔内,并使气门紧贴气门座的密封锥面,然后在气门上倒上足够的煤油,经35min后,如没有出现漏油现象,则可认为气密性良好。
2)、在气门密封锥面涂上一层红丹油,并把气门放入气门导管孔内,然后用力将气门压在气门座上旋转1/81/4周后取出,最后检查气门座上的红丹油情况。如果气门座密封锥面上全部沾上红丹油,并且均匀整齐,则说明气密性良好。
3)、将气门与气门座清洗干净后,把气门杆放入气门导管孔内,当气门盘部离气门座25mm左右时,用手轻拍气门,使其沿气门导管孔垂直落下,连续数次后取出气门检查气门座密封锥面。若气门座密封锥面上有明亮而完整的光环且无斑点,即可认为气密性良好。
4)、用气密性试漏机全自动气密性检测。此法适合在大型汽修厂及柴油机装配厂使用,主要将气门及气门座处于具有一定压力的压缩空气中,并对气密性进行定量检测,然后判定气门与气门座的气密性是否合格。常用泄漏量及泄漏率来表示气密性。
5)、安装机油泵,油底壳
6)、安装气缸盖
7)、安装进、排气歧管
8)、安装飞轮壳和离合器总成。
9)、安其它附件,安装后完。加注机油、冷却液,进行全面检查、冷磨。冷磨发动机:发动机冷磨时,对于顶置式的气门发动机不要装火花塞或喷油器,将发动机装在磨合假上,进行由低速到高速的冷磨过程。在冷磨过程中,要注意观察机油压力表所指示的压力是否正常。如发现有不正常现象或异响时,应立即停止磨合。 排除故障后再磨合。冷磨后的发动机应再次分解,检查活塞环、活塞与气缸壁 的接触情况。各轴径与轴承的磨情况是否正常。排除所发现的故障后,发动机的部件再清洗干净。
八、发动机大修验收标准
1、发动机验收的标准:
(1)必须保证其动力性能良好,怠速运转稳定、燃油消耗经济性,各部件润滑正常、附件正常工作。
(2)不得有漏水、漏油、漏气、漏电现象。
(3)发动机在正常温度下,5秒内应能起动,低、中、高速运转稳定。
(4)水温应不超过90°,;加速性能良好;应无断火、化油器回火、排气管放炮现象等等。
(5)发动机运转稳定后,应无异响,但允许有轻微均匀的正时齿轮机油泵传动齿轮的运转声和气门脚响声。
(6)气缸压力符合规定值。机油压力符合规定值。
(7)发动机的排放符合规定、最低燃油消耗符合规定,排放烟气色泽均匀。

